К вопросу о расходе полимера в мусорную корзину на примере ювелирных моделей: сколько идет на поддержки, или безвозвратные сопутствующие потери материала.
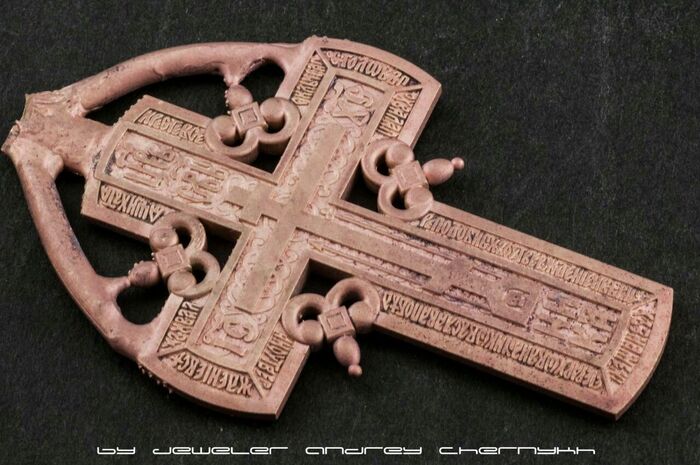
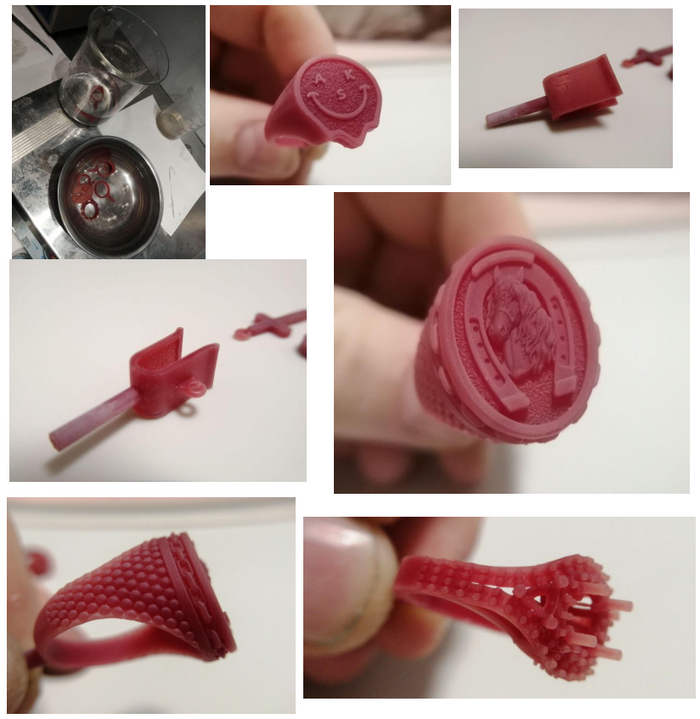
Выращенные модели с поддержками
Вопрос сопутствующего расхода полимера актуален при расчете стоимости печати, особенно на дорогих полимерах (10-20 тыс руб за кг). Рост фотополимерной модели в 90% случаев не возможен без плота, поддержек, которые удаляются и выкидываются, и при правильном учете это как то лучше оценивать заранее. Для кого то мелочь, ну жизнь в основном и состоит из мелочей, а уж бизнес и подавно. "гладко было на бумаге, да забыли про...".
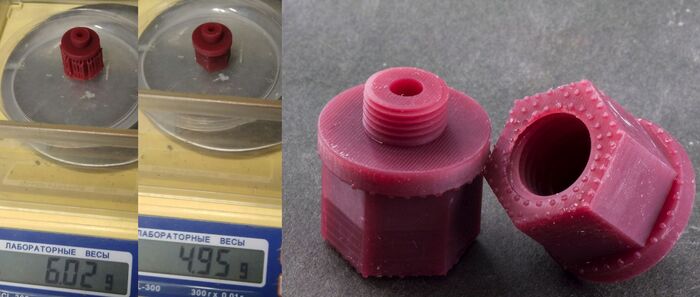
Оценка расхода - "КПД" материала - достаточно проста. Для удобства учета - фотополимерные материалы продаются вразвес. Взяли 1 кг смолы за 10 000 руб - получили 300гр конечного продукта. Что то осталось в бутылке, что то в ванне, что то пролили, что то смыли при промывке, что то ушло в брак, что то в настройки (тестовые модели), что то в поддержки.
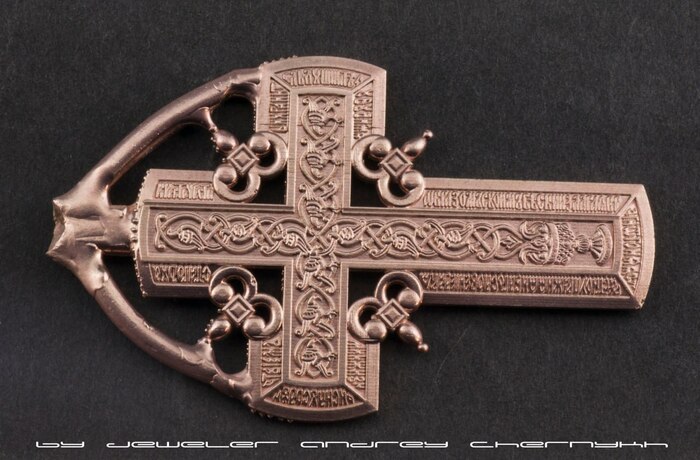
модель с поддержками и без
В результате - цена моделей (чисто по сырью) - 33 руб за 1 гр. Что вышло то вышло, но вот перед печатью надеялись что получится больше, грамм на 800, а тут и полимера не хватило на план, да и как то дороже вышло (33 вместо 12.5). Печатник с опытом, на основе анализа того что ставит на печать, прикидывает некие коэффициенты потерь, даже попадающие в реальность, неплохо бы помнить об этом и новичку.
Покажем "КПД" на примере конкретных изделий.
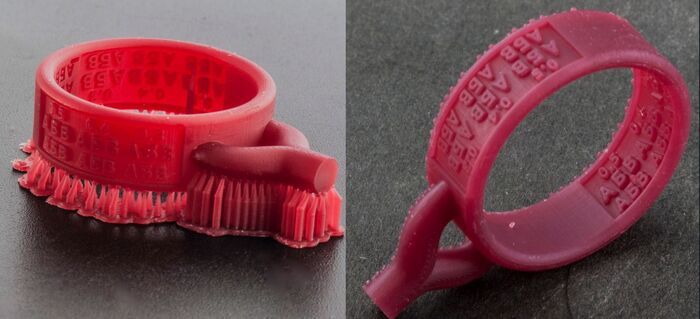
потери 18%
потери 25%
потери 10%
потери 26%
потери 48%
потери 43%
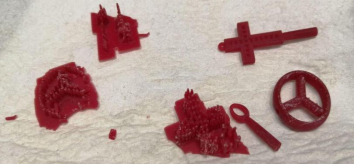
Потери на поддержки - на приведенных выше фото. Еще надо учитывать шлифовку следов от поддержек (до 1%), литники (которые являются полезной частью ювелирной модели под литьё, но по сути тоже сопутствующие потери).
модель с большим процентом литников
Про модель крест, на которой получилось 10% поддержек всего - не говорит о том, что она выгоднее других в печати. Если посмотреть на то, как она печаталась
крест - самая высокая модель на столе
то можно понять, что это самая высокая модель на столе, и печатается дольше всех, а это ресурс принтера (многие забывают учитывать амортизацию оборудования, вроде как - ну поставил принтер, он там печатает, время личное не отнимает) и расход электричества.
Какие выводы? - для любителя, печатающего периодически и "для себя" - тут скорее важен учет полимера, чтобы хватило на то что задумано напечатать. Для профессионалов - еще и поддержки учитывать (в том числе) при расчете себестоимости, а сколько - показано наглядно.
У ювелиров много скепсиса по поводу ювелирного литья по выжигаемым напечатанным фотополимерным моделям. Есть конечно фавориты технологии, такие как Solid Scape, и все бы хорошо, если бы не ценник (1.5 млн принтер, от 45к за кг смолы). Есть Envision (900/50к). Притом не берем в расчет доступность всего этого в наше время перемен.
Есть настольные фотополимерные принтеры в цене 50-200 тыс, на которых можно получить приемлемую печать, но с выжигаемой смолой столько же мнений, сколько и видов этой смолы. Очень заманчиво на относительно недорогом оборудовании получить чистую отливку, но...
У кого то получается, у кого то нет, на одном и том же оборудовании и по схожим инструкциям. То есть - 20% успеха принтер, 40% успеха полимер, 40% - литейщик. Получить какую то информацию у тех, у кого получается, достаточно сложно. Проф секреты, наверное. Публикуем опыт, переданный нам одним ювелиром, который не против им поделиться.
Фотополимер Hardlight Jewelry WAX
Принтер Anycubic Photon Ultra DLP
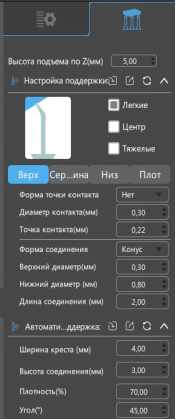
Настройки поддержек: Поддержки ставим в программе ChiTuBox, там лучше алгоритм расстановки и настройки самих под-держек. После расстановки поддержек экс-портируем в STL и загружаем в слайсер Photon Workshop (функционал поддержек там слабоват).
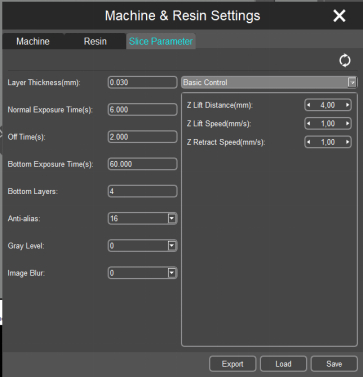
Настройки печати в Photon Workshop
По печати особых замечаний нет. Полимер не любит высоких скоростей отрыва-ретракта. Обязательна пауза перед засветкой слоя после ретракта.
Дальше - пост обработка. От нее зависит половина дальнейшего успеха.
Снятие с платформы
Первая отмывка в грязном спирте. 1-2 минуты
Отмывка в чистом спирте. 1-2 минуты
Сушка (обдувка): я обдуваю с компрессора, но данную операцию можно делать медицинской клизмой. Задача убрать все блестящие пятна. Модель должна быть матовой. Все блестящее это либо спирт, либо остатки не засвеченного полимера. Если остаются следы - в спирт
Удаление поддержек: я удаляю их руками, так как мелкая точка контакта легко отламывается, создавая “пенек”. Некоторые труднодоступные поддержки убираю скальпелем. Пеньки потом убираем наждачкой или сатином.
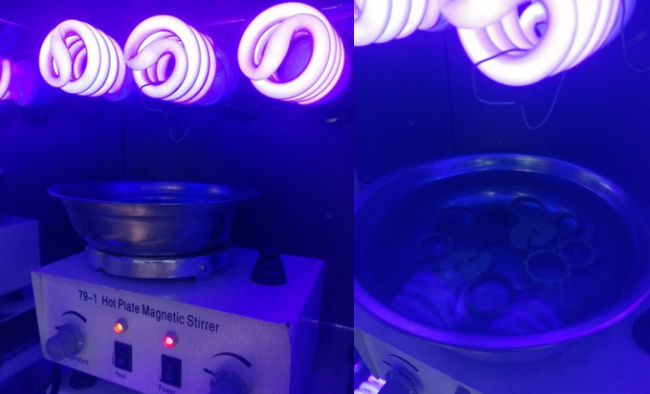
Модели вывариваются в воде с температурой 80-85 градусов, 2 часа. В конце операции модель должна “побледнеть”. Вываривание происходит совместно перемешиванием и засветкой под ультрафиолетом.
Отмывка после вываривания! С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
С поверхности модели нужно смыть “хлопья”, которые образовались при варке. Поверхность должна остаться сухой и матовой.
Литье тестировалось в разных литейных мастерских. Результаты разные, но стабильные. Данные настройки нужно брать за основу, и если нужно, то корректировать под свои процессы. Но литье данного полимера лучше лить на ПОЛИМЕРНЫХ режимах.
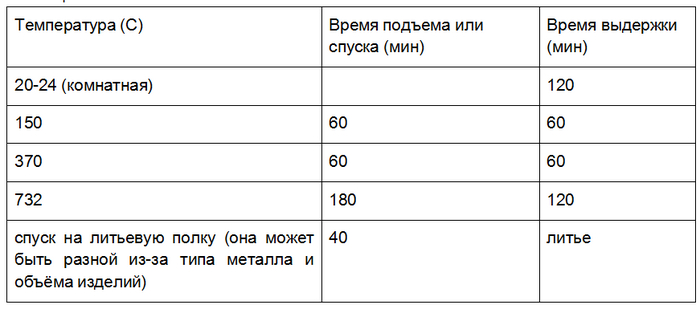
Литейщик № 1.
Форммасса PRESTIGE ORO, соотношение форммассы и воды стандартное 40:100. печь Митерм 27
Прокалочный цикл:
Данный вариант литья считается восковым. И у данного литейщика выходило стабильное качественное литье 4 раза под ряд. У другого литейщика на данных циклах литье браковалось, но у него была другая форммасса.
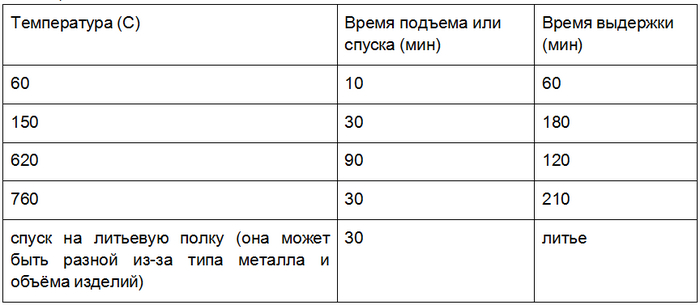
Литейщик №2.
Форммасса PRESTIGE OPTIMA, соотношение форммассы и воды стандартное 40:100, печь самодельная
Прокалочный цикл:
У этого литейщика брака не было
Результат после литья:
МОИ ВЫВОДЫ:
- Высокая детализация печати (у разных принтеров при разных настройках могут быть разные результаты, но «ответ» от пятна света максимально точный) - Стабильный в печати и литье
- Без сильного запаха
- Достаточно твердый, для того что бы ставить тонкие поддержки (а это очень важно)
- Относительно недорогой
Применяю лично я для ювелирки, но подойдет и для стоматологических работ.
В результате мы получаем отливку с микро обрушениями. Обрушения конечно есть, но они приемлемые. За 10 лет практики я научился их находить. И могу сказать что так бывает и на воске.
В Симферополе установлены еще два арт-объекта к которым я приложил руку в рамках проекта "Симферопольские пчелы".
Как и все предыдущие пчелки про которых я писал, эти две были сделаны мной в ZBrush. Затем полученные мастер модели были напечатаны мной же на 3D принтере и использовались для перевода в металл в литейной мастерской. Работа выполнена для проекта "Симферопольские пчелы".
"Пчела казначей"
И "пчела мастер"
Про предыдущих пчел к которым я приложил руку можно почитать по ссылкам: РАЗ, ДВА, ТРИ, ЧЕТЫРЕ, ПЯТЬ
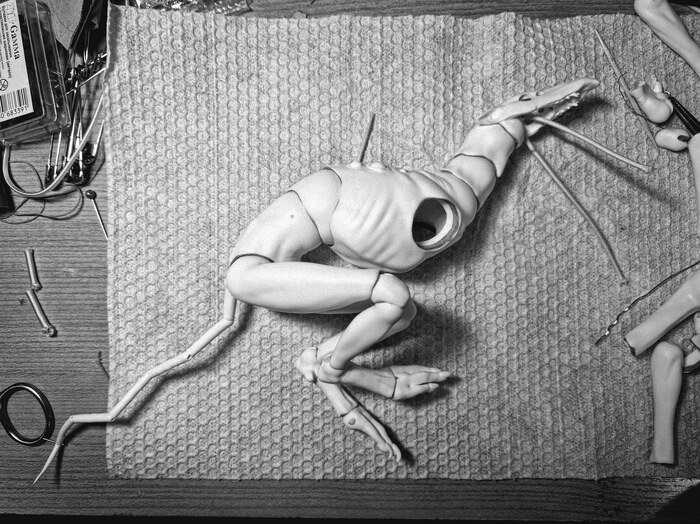
Всем привет! Пропала с Пикабу, т. к. испытываю некоторые сложности с мотивацией постить одновременно в кучу соц.сетей) И вообще фиксировать работу документально. Тем временем у меня в активной работе новый перс — некая космособака/волк) Я обычно не продумываю подробно персонажу лор, интуитивно двигаясь через дебри внутренних образов и впечатлений. Поэтому не спрашивайте меня, кто оно и откуда — пускай ваша собственная фантазия допишет ему историю)
В общем в близжайшем будущем постараюсь показать вам новую тваринку, пока вот фото финальной сборки. Впереди покрас, глаза и декор шерстью.
Айравата - "восставший из вод" белый слон бога Индры в индуизме. Изначально делала накладку на деревянную шкатулку. Теперь же, по заказу друга, буду доделывать мастер-модель и превращать в пряжку для ремня.